欢迎来到梅州展至电子科技有限公司官网,我司将为您提供专业的DPC工艺陶瓷基板定制服务,咨询热线:18943959365

扫码加微信

扫码加微信
热门关键词:展至科技 氧化铝陶瓷基板/支架 氮化铝陶瓷基板/支架 陶瓷覆铜板 陶瓷电路板
这些年来,随着功率半导体的快速发展,在第三代半导体碳化硅芯片具有禁带宽度带、热导率高等特点。作为陶瓷基板芯片载体被应用于承载芯片并在终端客户应用中连接到水冷系统(焊接或烧结),以达到芯片所需的高散热、可靠性和绝缘性能。
目前,基于陶瓷铜基板的新型功率半导体模块已在意法半导体、英飞凌、安森美等各大半导体公司投入量产。业界对陶瓷铜基板的需求和质量要求越来越高,因此半导体行业的工程师迫切需要了解陶瓷铜基板的制造工艺和应用风险。本文介绍市场上两种主流的陶瓷铜基板加工方法:

一、DBC直接键合铜和AMB 活性金属钎焊工艺介绍
1、直接键合铜
DBC是将铜在高温下通过热熔结合的方法直接与AI2O3和AIN陶瓷表面结合而成的复合基板,在覆铜表面上,可以根据电路设计或产品结构蚀刻相应的图案,已经广泛用于智能电源模块和电动汽车电源模块的封装。
2、活性金属钎焊
AMB技术是DBC技术的进一步发展,是利用焊料中的活性金属元素(如Ti/Ag/Zr/Cu)实现陶瓷与金属结合的方法,陶瓷形成可被液态焊料润湿的反应层。
AMB陶瓷基板中的结合是通过陶瓷和活性金属钎料在温度下的化学反应实现的,与传统的AI2O3陶瓷基板相比,AMB中使用的Si3N4陶瓷具有更高的热导率(>90W/mK 25℃),更接近硅的热膨胀系数(2.6x10 -6 /K)。因此,AMB基板具有较高的粘合强度和可靠性。结合银烧结工艺和大功率碳化硅芯片,带有活性金属涂层的AMB铜层可以实现高功率、更好的散热和高可靠性的封装模块(可承受3000次热冲击),已广泛应用于电动汽车、电力机车和高速列车。DBC和AMB的性能对比如图1所示。

二、主要工艺技术流程
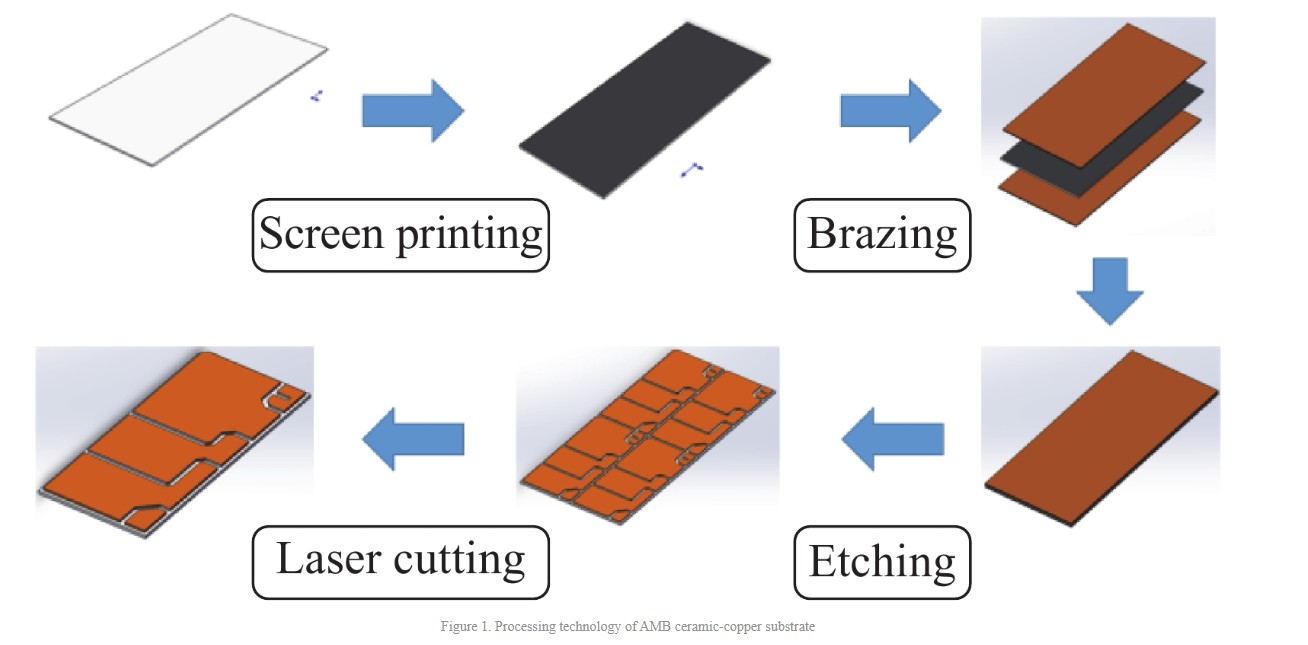
陶瓷铜基板的整体工艺流程如下:第一:对供应的铜和陶瓷进行表面处理;第二:将铜和陶瓷堆叠起来,放入真空高温炉中进行焊接;第三:对陶瓷表面的铜进行化学蚀刻,生成设计好的图案和线条;第四:用激光切割陶瓷基板,进行单片化,得到单芯。
DBC和AMB产品主要有两点区别:第一,DBC产品的铜和陶瓷是直接粘合的,而AMB产品的铜和陶瓷是用活性金属钎料钎焊的,需要额外的丝印工艺。钎焊前进行,将活性金属钎料均匀地置于陶瓷基板上;其次,DBC产品的铜是通过一次蚀刻形成的,而对于带有额外金属钎焊层的AMB产品,则需要进行额外的蚀刻工艺去除钎料,通常采用氢氟酸。
以AMB产品为例,陶瓷铜基板的工艺流程如图2所示,下面将详细介绍主要工艺和材料。
1、原材料
陶瓷铜基板的直接原材料主要有铜带和陶瓷基板,以及特殊的活性金属钎料(以AMB为例)。
铜带:目前在工业上广泛采用Cu-OFE(含铜>99.99%,氧<0.0005%)。它以条带形式供应,使用前应压制和切割成与供应的陶瓷尺寸相同的铜箔,由于在粘接前要进行化学预处理,因此对铜带的储存寿命没有严格要求。
活性金属钎料:是一种具有一定粘合性的混合膏状材料,为防止其特性发生任何变化,通常在零下温度下储存,使用前应立即解冻和混合。
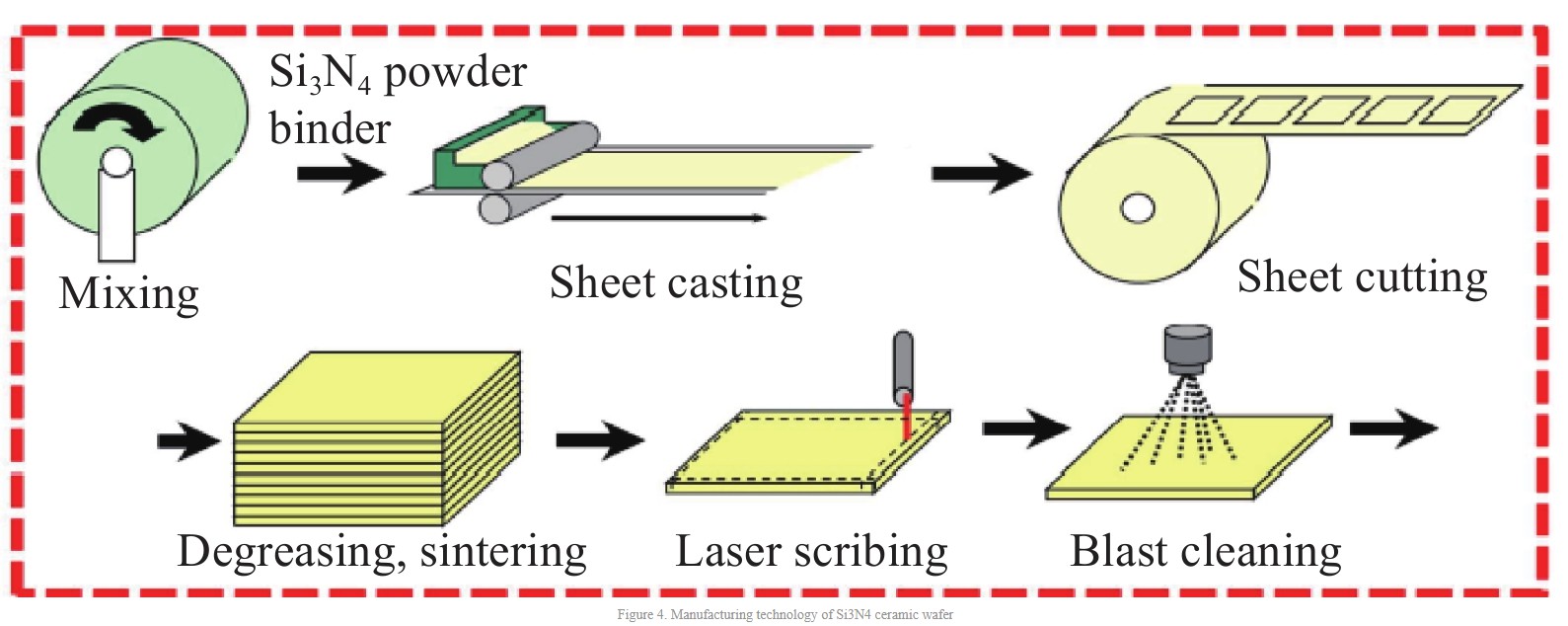
陶瓷:AMB和DBC使用的陶瓷材料不同,DBC中使用的陶瓷材料主要有AI2O3和AIN,其中氧化铝在技术上比氮化铝更成熟,在价格上也有优势,因此市场上80%的DBC都采用了氧化铝。AMB中使用的陶瓷材料具有较高的导热性的Si3N4,Si3N4以粉末形式供应,经过一系列的混合、共混、印刷、成型,可加工成AMB生产所需的陶瓷片。
粉末型如图3所示
薄片型如图4所示
陶瓷圆片如图5所示
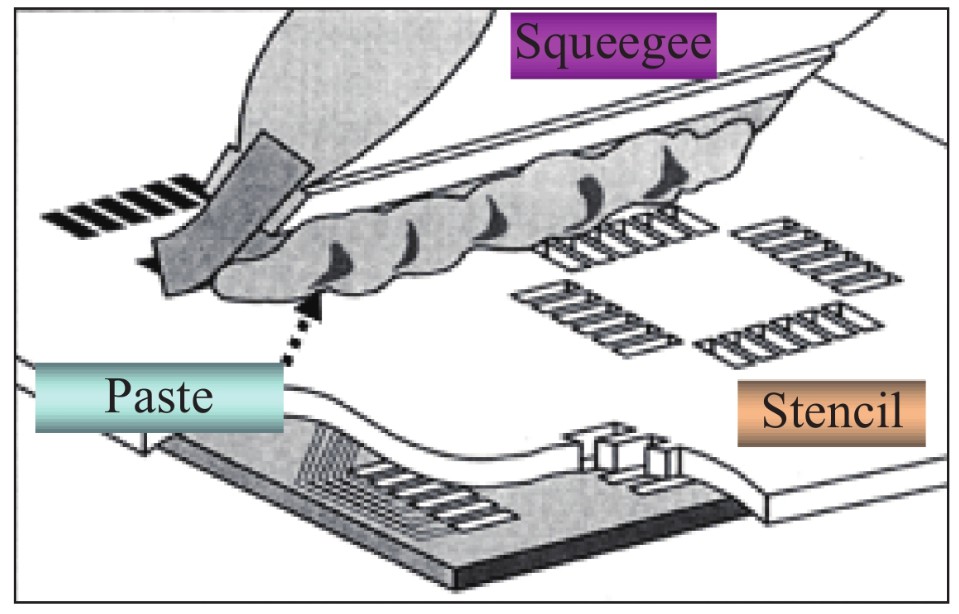
2、丝网印刷
丝网印刷前,应将活性金属钎料从零下温度的环境中取出,在室温下放置一段时间,以保证粘合性和印刷性能。印刷前应将解冻的活性金属钎料离心搅拌,除去焊料中的气泡,保证溶剂和活性剂充分混合,防止印刷时缺焊料。具体如图6所示。
为了保证印刷后陶瓷片表面留有足够的焊料,印刷前后陶瓷片应称重进行比较,如印刷厚度有异常,可用酒精擦洗表面的焊锡,在进行印刷。
3、粘接/钎焊
在DBC制备中将铜和金属结合,在铜和陶瓷基板之间引入氧元素;然后共晶时将在1065℃形成;之后,陶瓷基板与铜反应生成CuAIO2或Cu(AIO2),从而实现铜与陶瓷的共晶结合。工艺原理如图7所示。

表面处理后的铜和陶瓷将被恰取并放置在真空炉的装载处,然后放入炉腔中进行粘合。键合工艺是整个DBC工艺流程的核心,是影响良率的瓶颈(国内部分供应商只能实现90%良率)。影响良率的缺陷是铜和陶瓷之间的气泡。
在AMB制备中,活性金属焊料用于结合铜和陶瓷基板,含Ti/Ag/Cu等元素的钎料与陶瓷发生化学反应,生成可被液态钎料润湿的反应层,从而实现金属在工件表面的焊接,没有金属化的陶瓷。工艺原理如图8所示。

根据下图9所示的截面,钎料位于铜和陶瓷之间,其主要元素是Ag-Cu。

AMB基板制备技术是DBC技术的发展,采用活性金属钎料降低接合温度,从而降低陶瓷基板的热应力。由于AMB基板的键合是利用活性金属焊料与陶瓷之间的化学反应产生的化学键来实现的,而且AMB中使用的Si3N4和AI2O3具有更高的热导率用在DBC中,AMB基板可以实现更好的散热和绝缘性能及更高的可靠性,因此可以用来承载大功率芯片,主要用于电动汽车功率模块。DBC基板通常用于冰箱、空调等中小功率消费类电子产品。
目前,活性焊料的制备是制备AMB基板的关键技术。活性金属焊料可分为高温焊料(活性金属包括Ti、V和Mo,焊接温度为1000-1250℃)、中温焊料(活性金属包括Ag-Cu-Ti,载在 700-800 °C的保护气体或真空中进行焊接)和低温焊料(活性金属包括 Ce、Ga和Re,在200-300 °C的焊接温度下)。中高温活性焊料成分简单、操作方便、机械强度高,已广泛应用于金属-陶瓷结合。
气泡也是AMB钎焊工艺的一个关键缺陷。因此,在键合/钎焊过程之后引入超声波扫描,以检测在键合/钎焊过程中产生的铜下面的气泡。由于隐藏的气泡会影响半导体模块的整体散热,从而导致缺陷产品交付给半导体工厂时存在可靠性风险,因此半导体工厂在验证陶瓷铜基板时会进行可靠性测试,包括SAM(超声波扫描)热冲击3000次后进行测试,从而检查铜和陶瓷之间是否有分层。
4、层压-蚀刻
陶瓷-铜基板的蚀刻图案通过层压蚀刻工艺形成,如图10所示。

贴合:在整个母卡上镀一层ITO导电膜(Indium Tin Oxide),用于导电;
照片印刷:用ITO在母卡表面电镀光刻胶材料并烘烤。由于光刻胶材料的高灵敏度,在工艺过程中需要黄光;
曝光:紫外光穿透掩膜板照射到待曝光产品的光刻胶表面。紫外光可以穿透掩模版的透明部分撞击光刻胶引起光刻胶反应,但不能穿透掩模版的不透明黑色部分引起反应。通过这种方式,可以将掩模版上的图案投影到母卡上的光刻胶涂层上,
显影:曝光后,将显影液喷在产品表面,溶解并去除母卡表面发生反应的光刻胶。没有暴露在紫外线下且没有反应的部分将保留在主卡的表面上,
蚀刻:用显影液处理后,将带有图案的母卡浸入酸溶液中进行腐蚀。母卡表面没有被光刻胶覆盖的铜部分会被蚀刻掉,留下被光刻胶保护的部分,形成蚀刻图案。铜下面的钎料不会被酸溶液腐蚀。蚀刻深度可以通过控制制造过程中酸溶液的浓度和母卡的浸泡时间(钢带的速度)来控制。
剥离:蚀刻后将剥离液喷洒在母卡表面。剥离液会溶解母卡表面残留的光刻胶,露出未被蚀刻的铜表面,从而形成第一层的蚀刻图案。
对于层压-蚀刻工艺,蚀刻深度是重要的IPC监控项目。这通常是测量的,并且在剥离后将监测 CPK 性能。
5、第二次层压-蚀刻
对于DBC产品,一次蚀刻即可形成最终图案。但在制备AMB基板时,由于有一层额外的焊料,需要重复层压蚀刻过程,但蚀刻液的种类要相应调整,例如可以使用氢氟酸去除焊料显示陶瓷基板,从而使AMB表面的线条满足电性能要求。
6、电镀
根据客户后续的应用,可以在陶瓷-铜基板的表面进行不同的镀层处理,行业常用的镀层有镀银、镀金、镀镍等。镀银工艺以举例说明,如图11所示。
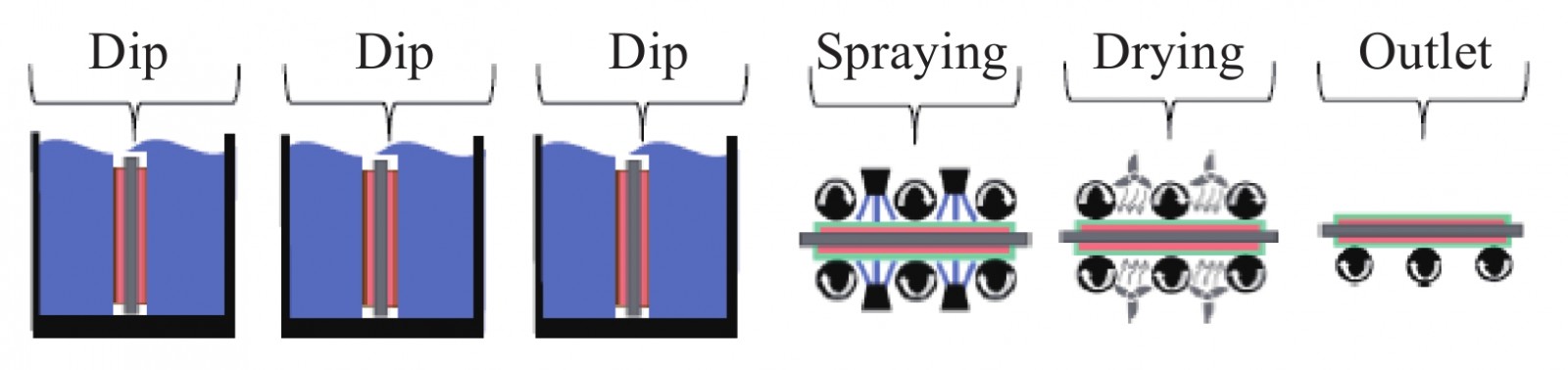
在化学镀前,应将陶瓷铜基板表面的铜清洗干净,去除异物。表面清洁的基材应再次进行酸处理,以去除表面的氧化物。之后,对基板进行蚀刻并浸入镀液中,完成表面电镀,最后对基板表面进行清洗和干燥。
电镀厚度是电镀过程中重要的IPC监控项目。可采用XRF(X射线荧光光谱仪)测量镀层厚度,进行CPK监测。根据目前的监测,整体主卡不同地方的镀层厚度可能相差很大,可能导致整批镀层厚度波动较大,影响客户的应用。
7、激光切割
学镀后,利用工业激光沿锯切街对母卡进行预切割,为后续的手工切单做准备。由于铜经过蚀刻,激光切割主要作用在陶瓷基板上单片之间的锯齿道上,切割深度要严格控制。业界主流激光器包括CO2激光器(二氧化碳激光器,如图12)和USP激光器(超短脉冲激光器)。
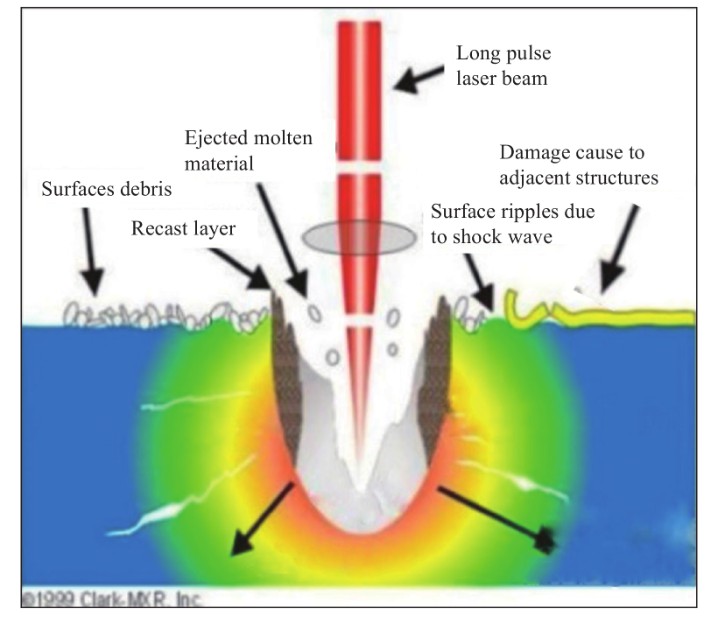
CO2激光器是一种气体分子激光器,工作物质为CO2,辅助气体包括氮气、氦气、氢气和氙气。利用CO2分子的振动和转动能级之间的跃迁,产生波长为10.6 μm的红外激光,具有更高的能量转换效率、更大的功率、更高的激光光束光学质量、更好的相干性和更高的工作效率。稳定性好,因此通常用于工业金属切削。
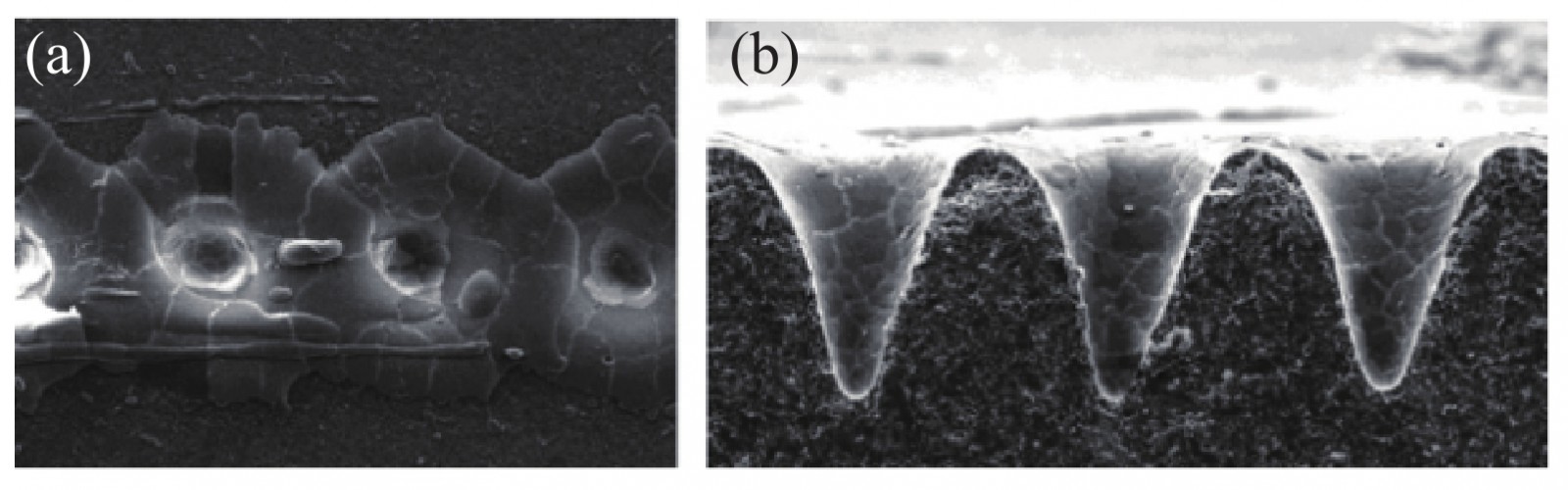
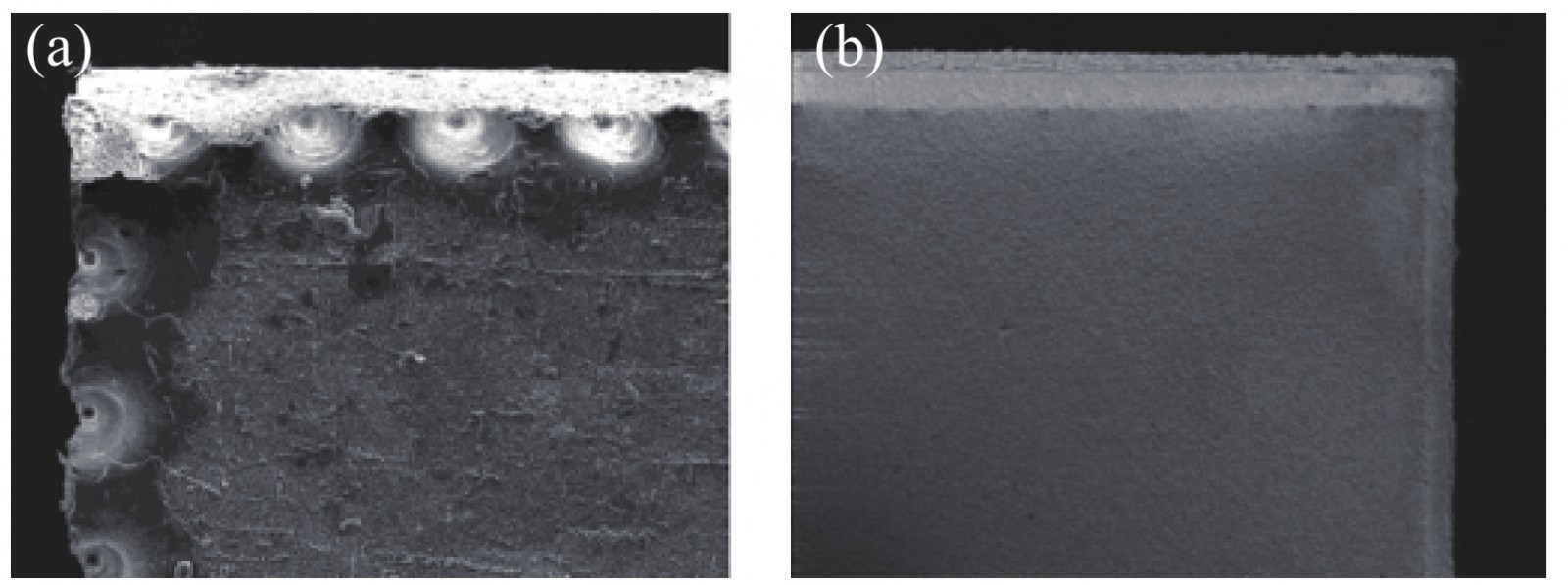
CO2激光的切割方式为单点冲击,会对陶瓷基板造成深度损伤。如图13 (a) 表面形貌和 (b) 表面断面在单点冲击下的 SEM 照片。
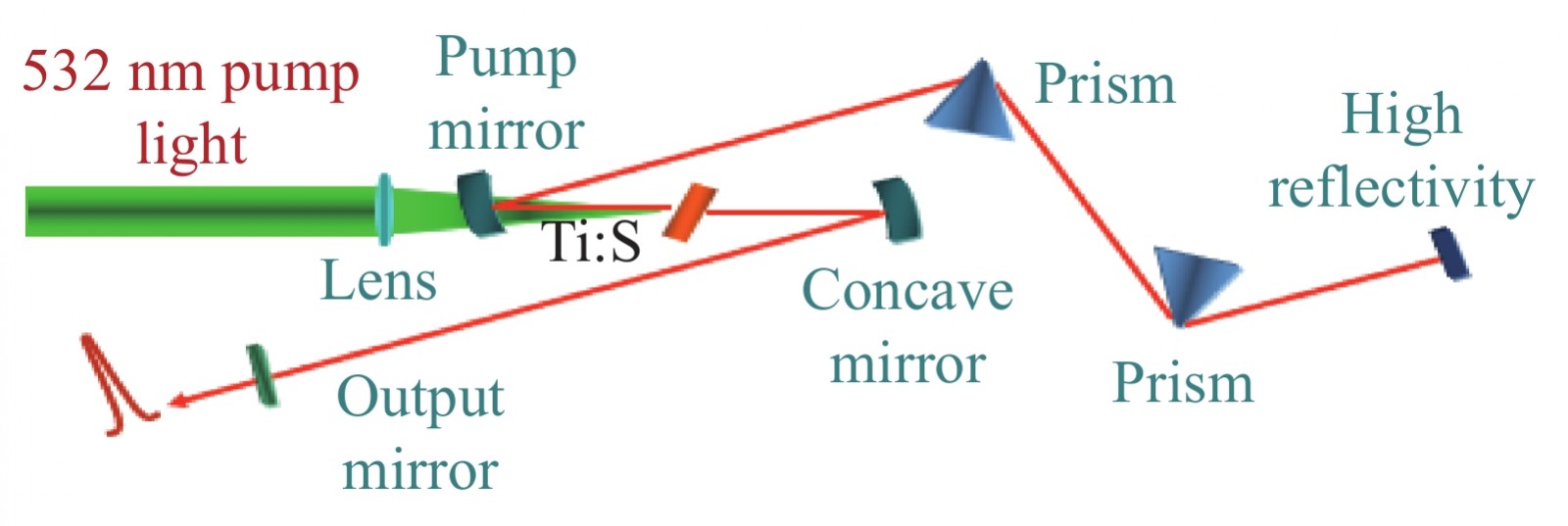
USP激光(超短脉冲激光)中使用的所谓超短脉冲就是飞秒激光脉冲。如图14显示了典型的钛掺杂蓝宝石晶体激光器的产生原理。
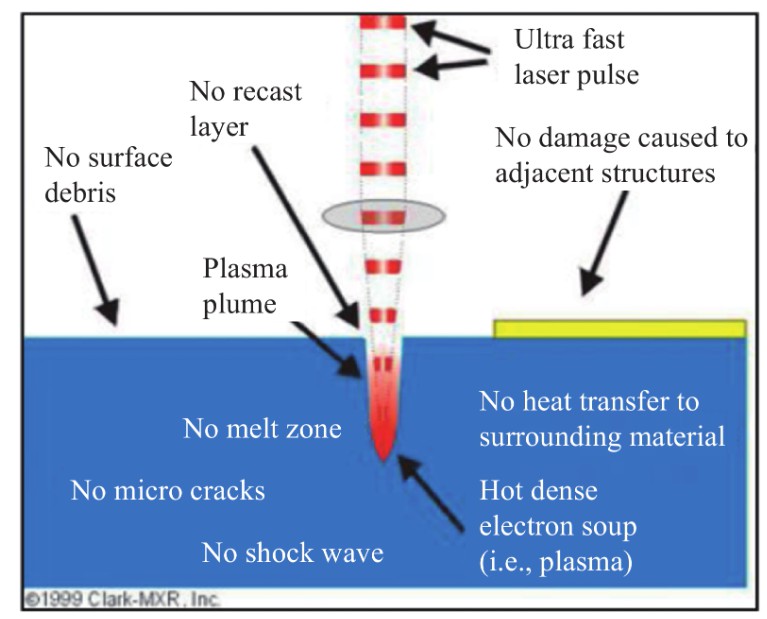
超短脉冲激光具有纳米级的波长和拍瓦(1015瓦)的峰值功率,可以在有限的区域内实现能量集中,进行快速加工。USP激光器如图15所示。
与CO2激光相比,USP激光对陶瓷上的锯切道损伤更小,切割面成型效果更好。由于其正面优势,USP激光切割目前正在国内部分工厂替代CO2激光,并可能扩展到海外供应商。如图16划线比较(a) CO2激光(b) USP激光。
8、单片化
由于母卡在激光切割后并未完全断开形成单片陶瓷基板铜,因此需要进行单片化。切单时应控制好强度,防止陶瓷片边缘崩边或开裂。分片后,对单片机进行外观全检,挑出相应缺陷并记录。目前常见的缺陷有划痕、破角、腐蚀孔、漏铜和氧化污垢等。
厂址:梅州市梅江区东升工业园恒晖工业区A栋二楼
电话:18943959365(王女士)
E-mial:mzzzpcb@vip.163.com